
Cleaning Damper Assembly
As was seen in the previous article, Starting The Action (step 1), all the various action parts have been disassembled and stripped of their worn felts, leathers, springs, etc..

Stripped Down Whippen
Just about every felt and leather must be cut by hand to the correct size, using the proper thickness, type, and style of felt or leather.

Cutting New Felts
Jack springs are installed on the whippens.

New Jack Springs
The spring rail reamed and new springs installed. The regulation rail receives new regulation screws and felts.

Rebuilding The Regulation Rail
Most of these steps are repeated 88 times each. Some require many more – such as a hammer butt, which requires the gluing of 8 individual items to each of the 88 (704 steps in all).
Close Up of Hammer Butt – back slap felt not installed yet.
And we haven’t even mentioned the dampers, hammers, keys, key frame, etc..
In fact there are literally thousands of steps in the rebuilding of the action parts, which must all be done by hand.

Hammer Butts In Various Stages of Rebuilding (note this photo was taken before the back slap felt was installed on the hammer butt at the far right)
While most flanges were replaced, it was chosen to re-bush certain sets that were in good shape.
Re-bushing flanges requires the removal of the old flange cloths, installation of the new flange cloth of a correct thickness, reaming and burnishing the new cloth, installing new pins, testing flange movement, and (if necessary – which is usual) reaming and burnishing until movement on the pin is correct (i.e. movement begins when a force from a certain range in mass is applied on the flange). It should be mentioned that various other parts must also receive this same process.
[Reaming is a process of using a fine round file to create/size a hole in the new flange cloth to receive the flange pin. Burnishing is basically the process of giving the hole a “polished” surface which helps the flange move on its pin more smoothly.]


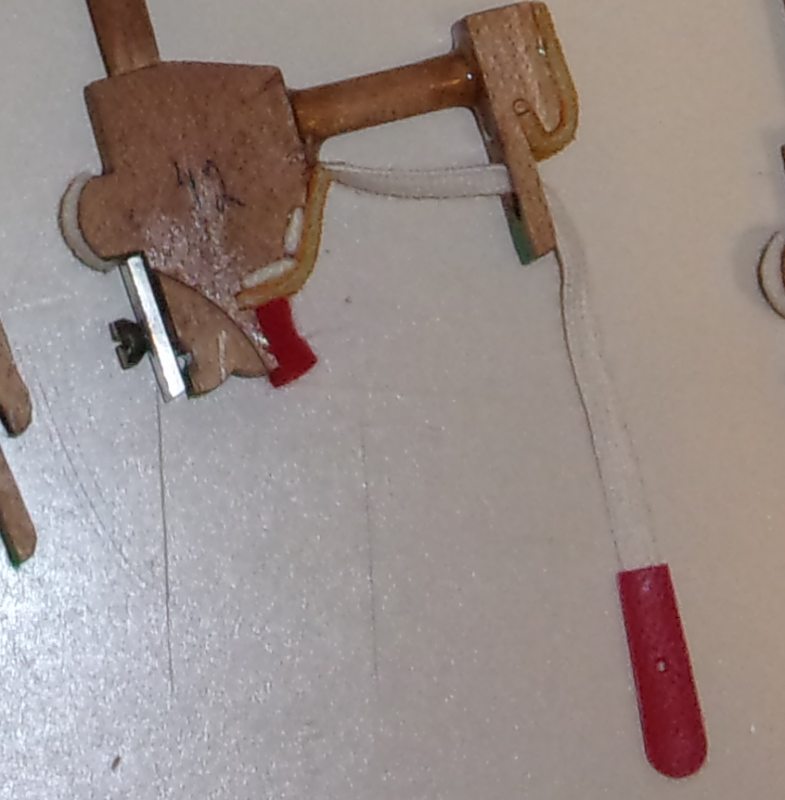
Testing Reaming/Burnishing Job On a Pin

Checking A Cut Felt To A Back Check

A Few Rebuilt Whippens
In some instances a set of original flanges are if very good shape and can be reused (notice in the above photo – the Whippens flanges have been replaced with new ones, while the jack flanges were rebuilt). In such a case, each original flange must be check to be sure it is in good condition and its flange felts replaced, reamed, burnished, etc..
The process is a bit slow due to the care that must be taken. Sloppy work is completely unacceptable.
While many shops have come to rely more and more on modern glues that can cause repair/replacement problems in the future, we continue to employ the traditional hide glue (also sometimes referred to as hot glue – no relation to the “hot glue stick” type of glue). Hide glue is a natural product and sets fast and strong (when a proper job has been performed – the wood will break before the glue will release). Yet – and extremely important feature of hide glue is that it can be made to release its bond (say, if repair is needed).
Unlike modern glues, hide glue can re-bond. This means that if a repair is made, any old hide glue that might remain in a joint or on the wood will not interfere with the new glue’s ability to bond – in fact the old glue simply melts and becomes part of the new bond. Most modern glue will not re-bond well, and their joints must be carefully cleaned down to new wood before the glue will hold well.
There is one basic drawback to hot hide glue… it must be kept hot during use and application, which is not as easy as simply squeezing a bottle. The glue must be kept as close to 140º F without going over by much. This is more time consuming, but we believe it is worth it (too often we have had to deal with repairs in which a modern wood glue was used where hot hide glue should have been).
I think this gives a pretty good idea of the general process of rebuilding the action. Replacement of the dampers and hammers will be saved for another post.